


Following the injection of £3m of share capital into the company, Hoppecke Industrial Batteries – the leading specialist in industrial battery systems and the largest battery manufacturer in European ownership – has totally restructured its warehousing operations to create the most advanced industrial battery operation in the UK. Managing Director Jason Howlett explains.
 We have used further capital from our parent company in Germany to upgrade our motive power warehouse operations significantly to improve efficiency and reduce waste. At the same time, we have improved our special power in-house operations to make the production areas what we believe to be the best in the industry.
We have used further capital from our parent company in Germany to upgrade our motive power warehouse operations significantly to improve efficiency and reduce waste. At the same time, we have improved our special power in-house operations to make the production areas what we believe to be the best in the industry.
When we took a step back a year ago and looked at the efficiency of our warehouse, we decided that we needed to scrap around £250,000 of aged, obsolete and unusable stock.
We then replaced it with over half a million pounds’ worth of additional inventory of faster moving and more commonly used cell types, trays and accessories to allow us to respond more quickly to our customers’ needs. As a result, we now carry over £1.5m worth of inventory for our customers – which is arguably the greatest total value of lead and nickelcadmium (NiCd) cells, batteries, chargers and accessories in the UK. Looking in detail at the problems we identified and what we have gone on to achieve, our initial analysis found that throughout the warehouse there were inefficient unloading and storage of materials and there were clearly ways that we could improve our production processes, quality checks, pallet packing and loading of vehicles.
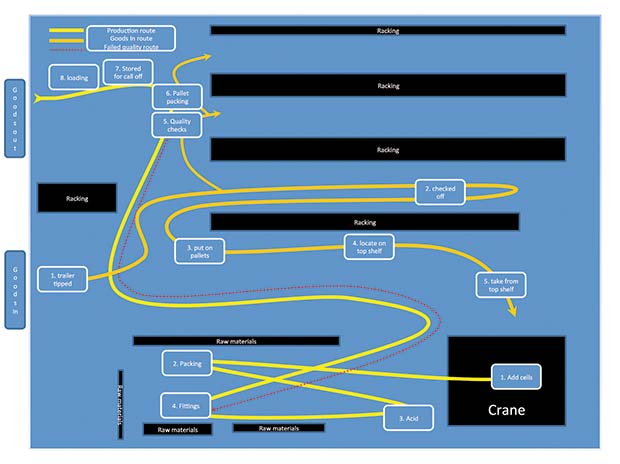
Materials storage within the warehouse area could only be described as random with no thought of efficient pallet movement. For example, deliveries of cells and trays were brought into the warehouse, placed down an aisle before being checked off and located on the nearest empty area of racking. This meant that slow moving items were always kept in the same location, even if this involved prime ground floor locations, next to the assembly line.
As for the production process, we found that inefficiencies were being created due to the multiple movement of batteries backwards and forwards during the process (as illustrated in the ‘before’ diagram).
There was also the time-consuming process of manually filling batteries with acid and having redundant raw materials stored in the production area.
The next concern was quality checks. These were carried out on the other side of the warehouse and if there were any issues found it meant that the batteries had to be taken back across the warehouse to the production area. At the same time, pallet packing was also performed on the other side of the warehouse and the palletised parts stored next to the door until called off or collected by the haulier. The inevitable result was congestion. On top of all this, there was also poor housekeeping in the warehouse which led to unnecessary delays and confusion.
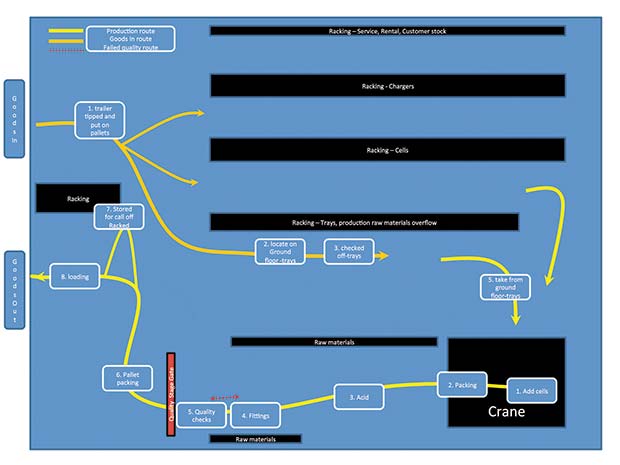
![]() Our first priority, then, was to tackle the materials storage issue. We made sure that from now on materials would be placed in a ‘goods receiving’ area while they were being off-loaded and booked in, before being moved directly into the correct locations. At the same time, the slow moving items were moved to top shelves of racking so that faster moving products could be kept at ground floor level. This change also allowed the checking of items to be carried out in situ, eliminating the need for any secondary movement and leading to a reduction in double handling.
Our first priority, then, was to tackle the materials storage issue. We made sure that from now on materials would be placed in a ‘goods receiving’ area while they were being off-loaded and booked in, before being moved directly into the correct locations. At the same time, the slow moving items were moved to top shelves of racking so that faster moving products could be kept at ground floor level. This change also allowed the checking of items to be carried out in situ, eliminating the need for any secondary movement and leading to a reduction in double handling.
We have also considerably improved the overall flow of the production process, with raw materials relocated to allow the battery to be built ‘in line’, reducing the amount of time taken to build the battery and bringing in the concept of lean manufacturing, with all the required cells, trays and consumables now located much nearer to the assembly area.
Further analysis showed that there were certain locations for storing some cells that were more conducive to improving efficiency and productivity. For example, we found that storing the most popular cells at the end of an aisle and on the ground floor wherever possible would lead to faster retrieval and improved throughput.
As mentioned earlier, manual filling of batteries was inefficient so we have installed an automatic acid filling machine which has delivered additional productivity gains in the area, allowing for greater throughput and faster reaction to customers’ demands going forward. At least one of our clients often requires next day delivery, so we are now able to offer them a unique service for the UK in that regard. The 12-pistol machine is possibly the largest and fastest battery filling machine in the UK. It replaces a six-pistol version so, of course, it halves the time taken to fill a large battery, but it also measures more accurately how much is being put into the battery to ensure they are filled to the correct level. Again, this reduces waste and optimises battery performance.
We have also addressed the issue of quality checks which are now performed on the production line. We have created a quality stage gate, which means that a battery cannot now leave the production area until it has been recorded that quality checks have been carried out and the product has passed all of those checks.
In order to increase efficiency when handling pallets, we have now moved pallet packing to the end of the production line and batteries due that day are loaded directly on to a stand trailer. This reduces the congestion in the packing area and makes sure that batteries awaiting call off are now located in racking next to the goodsout door, again reducing congestion and the need to double-handle pallets. Also, newly installed pallet trucks enable the batteries to be moved with greater efficiency and improved safety.
On top of all these changes, we have invested in a degreaser machine which reduces the time taken to clean used cells by half and makes a much better job of the refurbishment process than was previously possible.
The machine is also much more environmentally friendly than its predecessor, which is in itself a major benefit.
Finally, another two new pieces of equipment we have installed are a bench circular saw which improves cuts on the battery packing system and an up-to-date air line which ensures torqueing of bolts is carried out much faster and a lot more efficiently. And let us not forget that we have now appointed Justin Herriman as our new Operations and Supply Chain Manager whose role is to manage the warehouse and manufacturing/distribution of all our batteries and chargers.
All in all, these changes to our warehouse operations have made substantial improvements to how we service our customers’ requirements and have made for a much less frustrating experience for everyone involved in storage, production and shipping. The staff are delighted with the changes – which they were directly involved in implementing – but it doesn’t stop there. Almost every day, we are looking at ways to improve operations still further and we intend our warehouse to be the benchmark that others strive to match.
Jason Howlett
Tel: 01782 667305
Email: Jason.Howlett@hoppecke.co.uk
Comments are closed.